
Artificial defects for your crack and grinder burn detection
Parts with defined defect areas of different intensity are needed for assessment of the ability of the eddy current method to detect defects in components and for later monitoring the sensitivity of testing in an industrial environment.
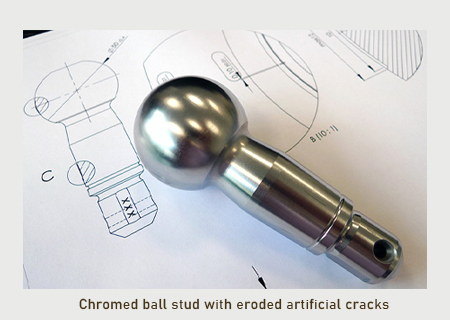
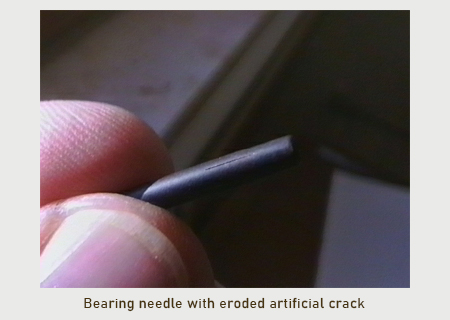
Crack masters (EDM)
Notches and dimples with defined depth as per your requirement are inserted in your test parts by the erosion process for verification of the sensitivity of a crack detection. If your customer desires the master parts can be measured in an accredited laboratory and you will receive the parts together with the certificate. Master parts which are regularly tested are naturally subject to high wear. We offer a chromium-plating of the master parts as option which increases the lifetime without affecting the eddy current result.
Grinder burn masters
Manufacturing grinder burn means big problems as it is practically impossible to create specific and reproducible grinder burn with defined size and depth of the area of influence during the grinding process.
